
Harrison Rods – Made in the UK 
Innovation, Quality and Performance
More choice for more rewarding fishing
Aviator – Torrix – Acurix – Ballista – Trebuchet – Lorhic – GTi
“The pleasures of fishing are chiefly to be found in rivers, lakes and tackle shops and of the three, the last are the least effected by the weather. ” Arthur Ransome
Introducing the rod range

Explore the Best Carp Rods
Harrison Rods range explained.

Quick Link to Stockists
Quick Link takes you to our dealer page

Custom Built Harrison Rods
Endless Rod Customisation

Distance Carp Rods
Record breaking rods, Trebuchet UFR, Aviator TE

Aviator Carp Rod Range
Our premium carp rod range
Torrix Carp The Legend
Which Torrix rod build is for you?
Harrison Specialist Fishing Rods - the best of British

Harrison's also make tubes
We make canoe paddles, yacht tillers, spinnaker poles, and a wide range of tubes. Give us a call.
+44 (0)151 709 5981
info@harrisonrods.co.,uk
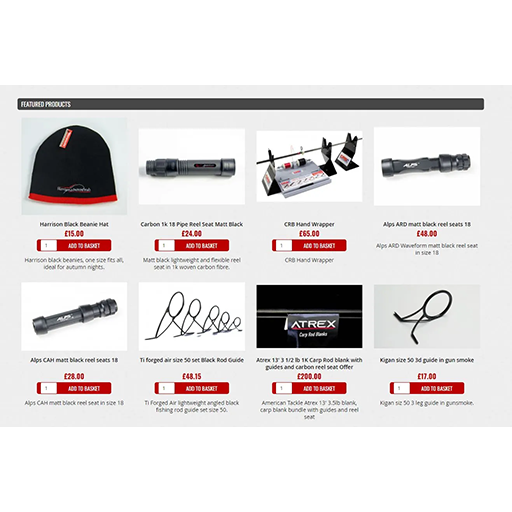
Rod building components
To cater for both the professional rod builder and hobbyists we offer a wide range of components. Some we make ourselves, some we select from the top coponents makers like American Tackle, Kigan and Alps.
Rod Blanks Direct
We do not sell rods direct but you can buy blanks from us as we know they are hard to find in the shops.
Our most popual models are listed here https://www.rivercitytackle.co.uk/blanks
Or you can give us a call.
+44 (0)151 709 5981
info@harrisonrods.co.,uk

Harrison Rods – Our Story
I opened the Harrison factory in Liverpool in 1989. The mission was to make th best rods and blanks for the demanding angler, and make them in England. Although we have grown in the past 30 plus years, the philosophy has not changed, and every rod and blank is still made under my watchful eye.
The Harrison brand has grown largely by word of mouth to be respected all around the world because of quality and performance. We also aim to be the best at customer service. If you buy a Harrison rod you become part of a family and are guaranteed spares and customer support for years to come.
At Harrisons we like to stress our traditional values of craftsmanship but that is only half the story. We also have a programme of research and innovation that keeps us ahead. We led the field in introducing overfit joints when spigots were the fashion. Ballista was the first slim carp blank, and Torrix brought in high modulus with light carbon scrims. We actually design and make the rod blanks ourselves at a time when so many brands have outsourced that skill, and I believe that makes all the difference. We do not make bait or luggage or terminal tackle, but we have stayed focussed on making very good fishing rods. We are the rod specilalist!
The picture on the left shows us being honoured with a visit by the then Prince Charles.
Dr. Steve Harrison 2024





